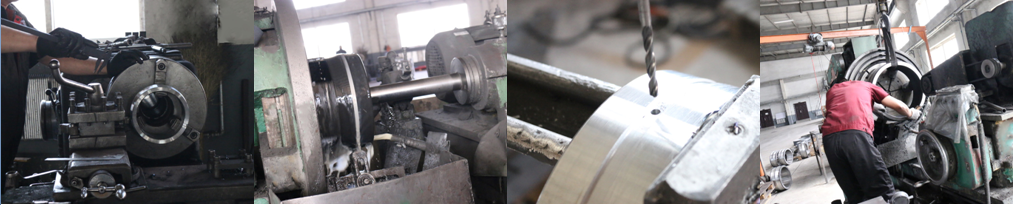
BEARING ROLLER PROCESSING
- Share
- Issue Time
- Oct 15,2018
Summary
1.prepare productive materials
2.cold heading or hot heading
2.Turning processing
3.Soft grinding
4.Photofinishing
 About the project
About the project
◆ cold heading or hotheading
The balls are a little more difficult to make, even though their shape is very simple. Surprisingly, the balls start out as thick wire. This wire is fed from a roll into a machine that cuts off as hot piece, and then smashes both ends in toward the middle. This process is called cold heading.
Heat upsetting, is the use of medium-frequency heating furnace, anti-raw material heating to about 700 ~ 800 degrees, in the punch forming.
The heat treatment process for the balls is similar to that used for the races,since the kind of steel is the same, and it is best to have all the parts wear at about the same rate. Like the races, the balls become hard and tough after heat treating and tempering.
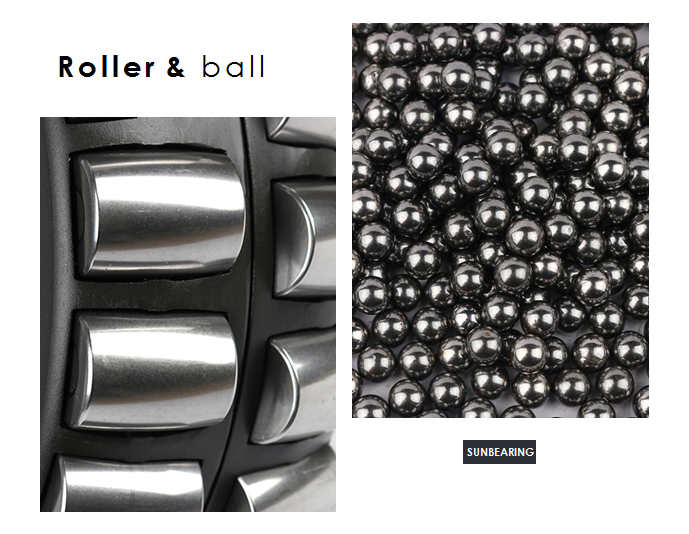
After heat treatment, the balls are put back into a machine that works the same way as the flash remover, except that the wheels are grinding wheels instead of cutting wheels. These wheels grind the balls down so that they are round and within a few ten thousandths of an inch of their finished size.
After this, the balls are moved to a lapping machine, which has cast iron wheels and uses the same abrasive lapping compound as is used on the races.
Here,they will be lapped for 8-10 hours, depending on how precise a bearing they are being made for. Since again, the result is steel that is extremely smooth.
SYW since 1999has been focusing bearing trading for nineteen years.sunbearingDiscount and Promotion all bearingSelf-aligning Ball BearingSpherical Roller BearingThrust Aligning Roller BearingTapered Roller BearingThrust Ball BearingDeep Groove Ball BearingAngular Contact Ball BearingThrust Roller BearingPillow Block BearingThrust Conical Roller BearingBearing Cage